 It was pretty and clean when I got it, but I managed to dirty it up
It was pretty and clean when I got it, but I managed to dirty it up In my internet travels, I saw that Metal Lathe Accessories had a number of interesting lathe castings and finally broke down and bought a few of them. The quality appears excellent, and they offer several great upgrades for small lathes, including my Atlas 10" lathe. The Atlas certainly isn't the same caliber as my Bridgeport, but it's a handy little machine. I wanted to make it more useful, so I decided to pick up a proper faceplate, angle plate (for use on the face plate), cross slide casting (with T-Slots), a parting tool holder that fits on the back of the cross slide, and, while I was at it, the MLA Diesel plans as a 'someday' project. I ordered via mail and am very pleased with the quality of the castings.
Initially I debated about which one to start first. For instance, the cross slide casting should probably be done before the parting tool holder, as the height above the cross slide is determined by the cross slide itself. The cross slide requires dovetail and T slot cutters, which I don't have yet. Best to choose one that I already have the tools & equipment to finish as my first project, so the lathe faceplate it is!
Initially I debated about which one to start first. For instance, the cross slide casting should probably be done before the parting tool holder, as the height above the cross slide is determined by the cross slide itself. The cross slide requires dovetail and T slot cutters, which I don't have yet. Best to choose one that I already have the tools & equipment to finish as my first project, so the lathe faceplate it is!

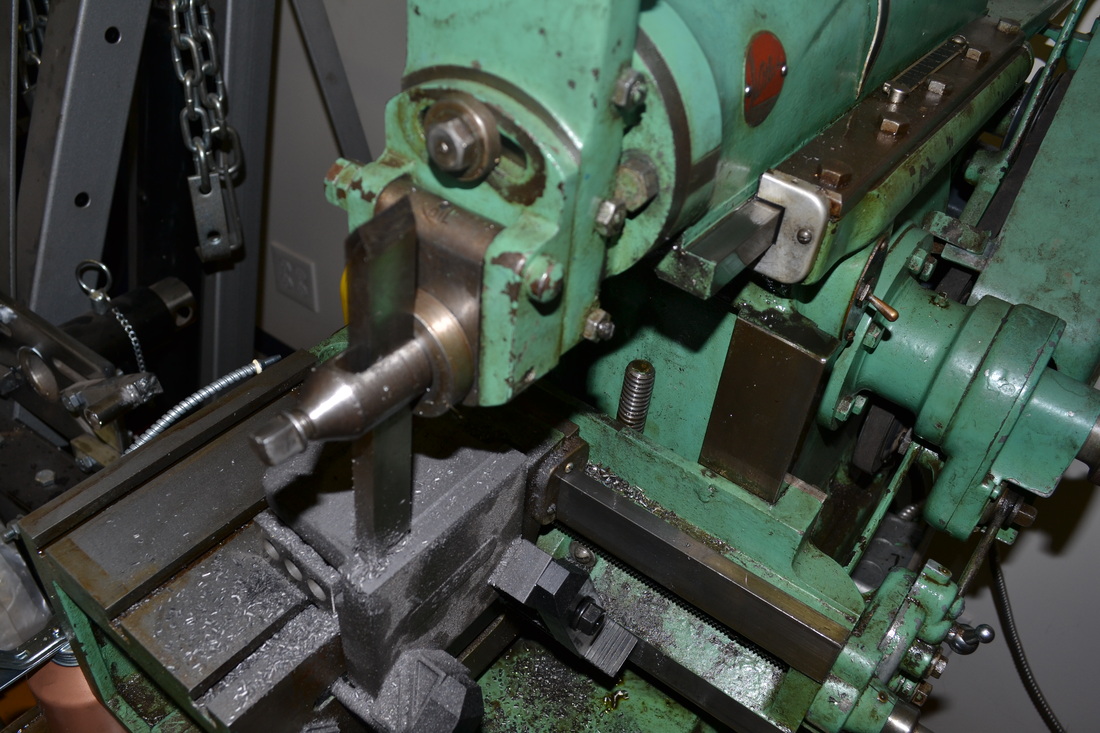
Set up and ready to begin!
At first I was going to machine it on the mill, but I was having fly cutter trouble. Turns out that I was grinding the tip with too much of a radius, and it was immediately dulling. The casting has a hard outer skin, as I understand is common on all iron castings. This was tough to get under, and required a lot of patience. At any rate, I opted for the trusty Atlas 7B metal shaper!
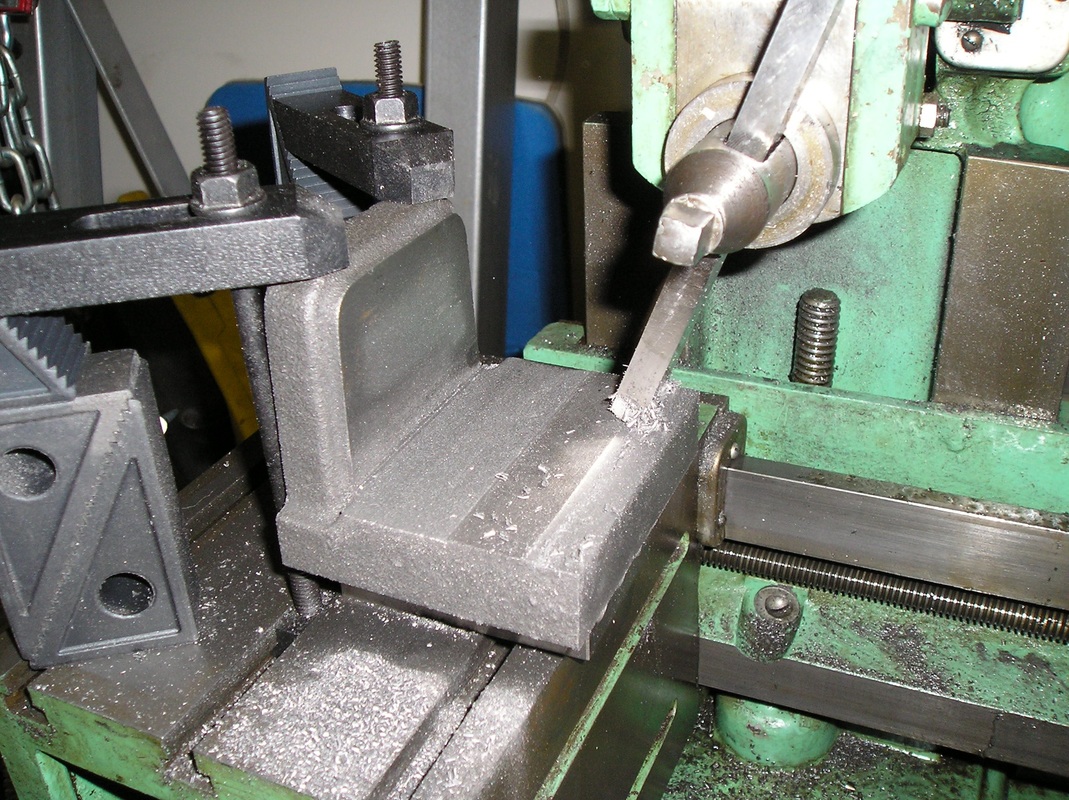
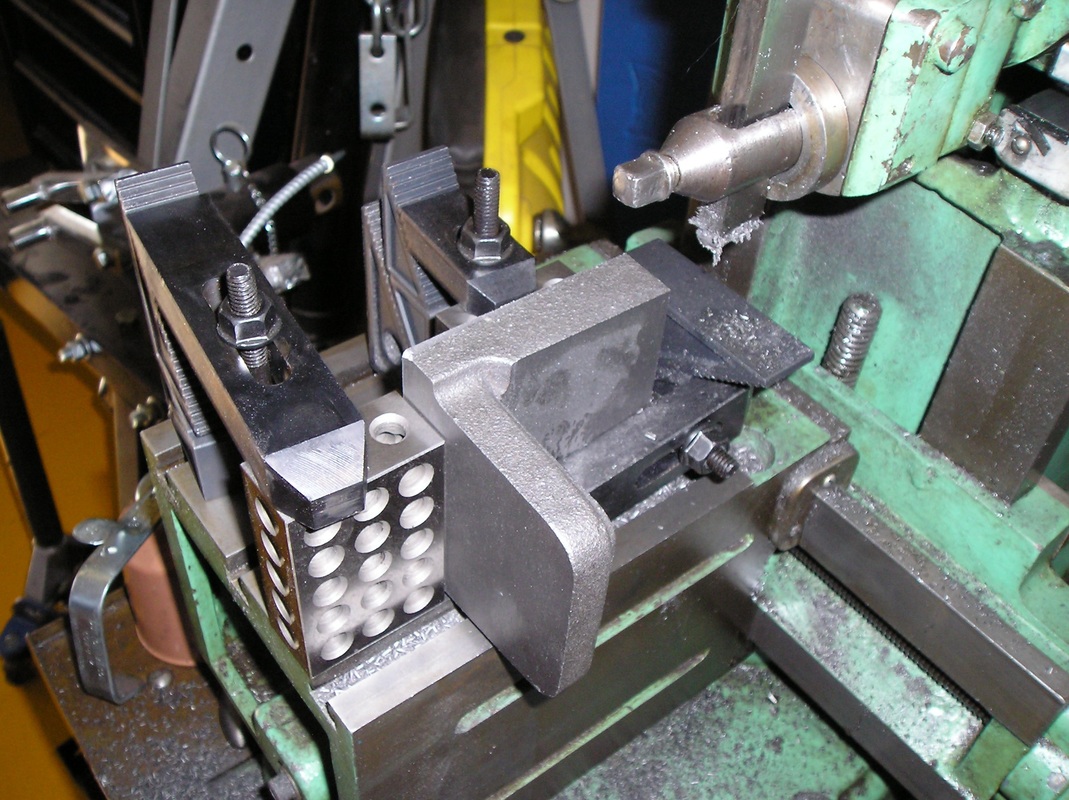
I removed the vise and used an indicator to verify that the table was flat to within 0.001" by adjusting the front support post and the knee screw, then moving the ram forward and back on the table. I want to make sure this angle plate is actually square!
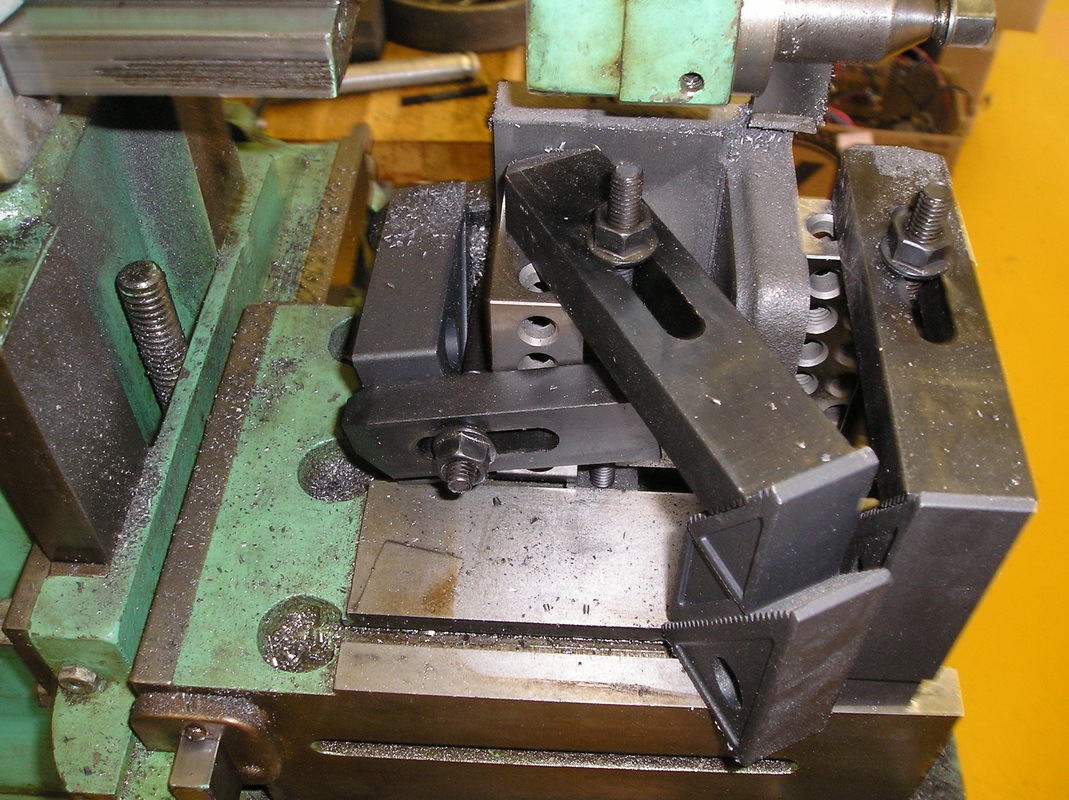
I then used a 1-2-3 block and my clamp set to clamp the casting to the side of the table as shown above. The first operation took a lot of passes and occasional re-sharpening of the tool, but once I got through the skin, it cut nicely.
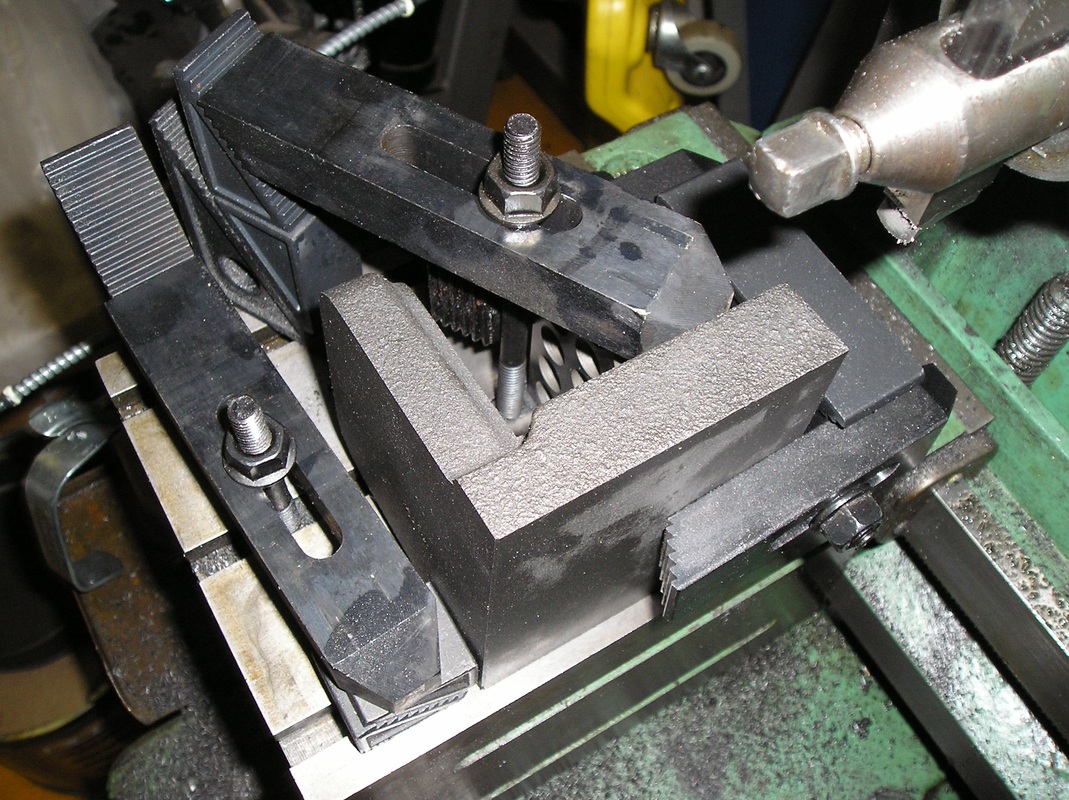
I continued, using the top and side of the table, along with a 1-2-3 block, and the clamp kit to square up each of the sides in turn. It required a little contemplation, but I was able to use the table to clamp the part so that I was always planing horizontally, no need to plane using the top slide, which would have had to be indicated in to ensure perfect vertical movement. Though it could easily be done, I wanted to eliminate as many variables as possible.
I removed the vise and used an indicator to verify that the table was flat to within 0.001" by adjusting the front support post and the knee screw, then moving the ram forward and back on the table. I want to make sure this angle plate is actually square!
I then used a 1-2-3 block and my clamp set to clamp the casting to the side of the table as shown above. The first operation took a lot of passes and occasional re-sharpening of the tool, but once I got through the skin, it cut nicely.
I continued, using the top and side of the table, along with a 1-2-3 block, and the clamp kit to square up each of the sides in turn. It required a little contemplation, but I was able to use the table to clamp the part so that I was always planing horizontally, no need to plane using the top slide, which would have had to be indicated in to ensure perfect vertical movement. Though it could easily be done, I wanted to eliminate as many variables as possible.
Cutting the first side!
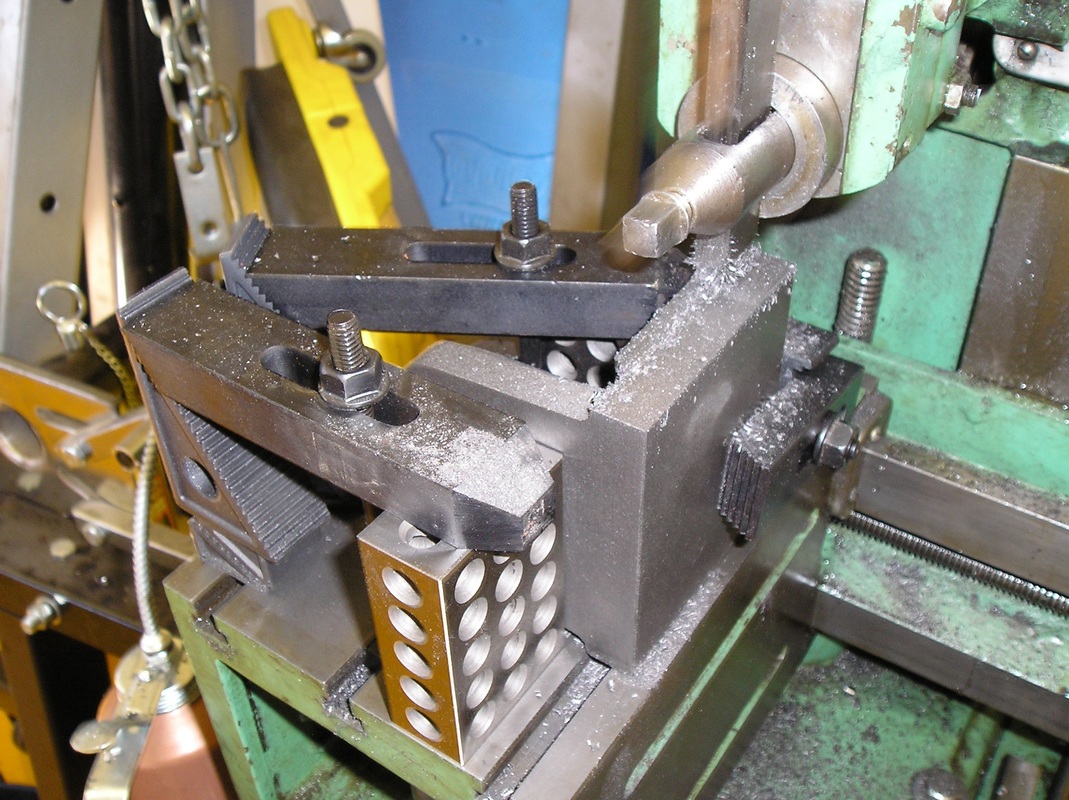
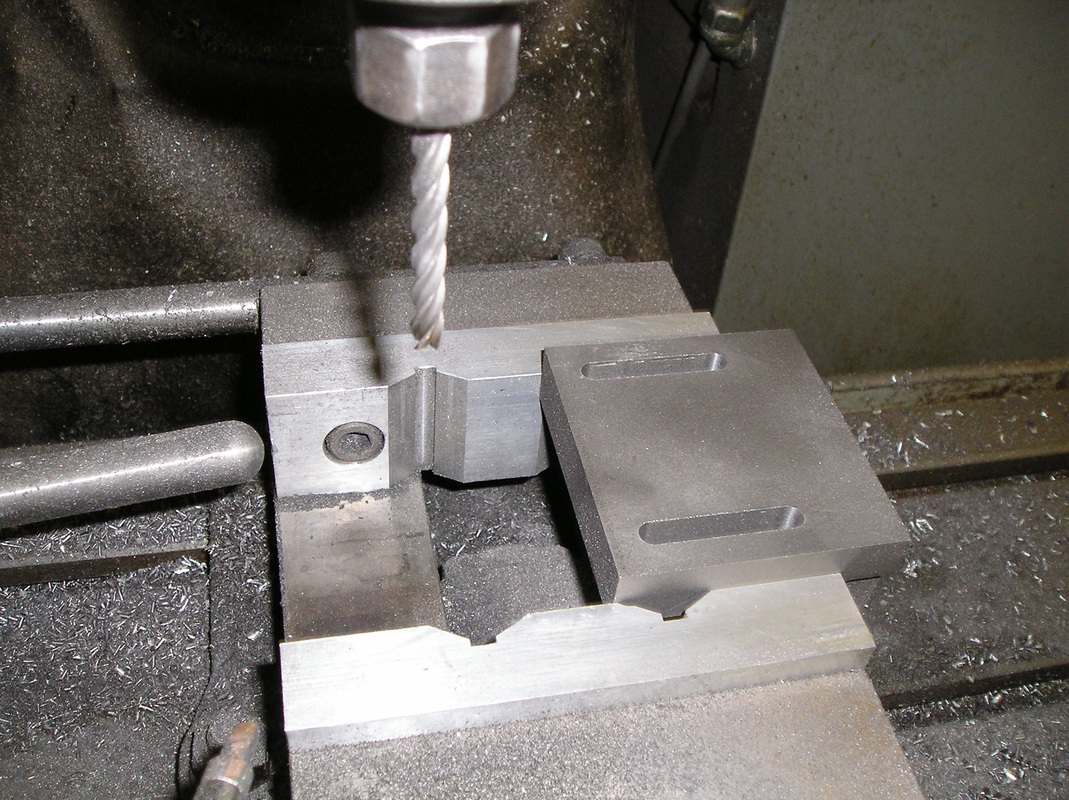
When I came to the first inside portion, I used my dovetail tool to cut close to the corner. Why don't I use this for the cross slide, you may ask. Well, unfortunately, I'd need 11 to 12 inches of stroke, and my shaper only does 7! I wish I had a bigger one, but this Atlas sure does come in handy! Perfect for roughing jobs, and the surface finish is excellent. My large radius roughing bit produces a really smooth finish, which is very appealing. A fly cutter is hard pressed to match it, and shaper tool marks are always linear, so they're very appealing to the eye.
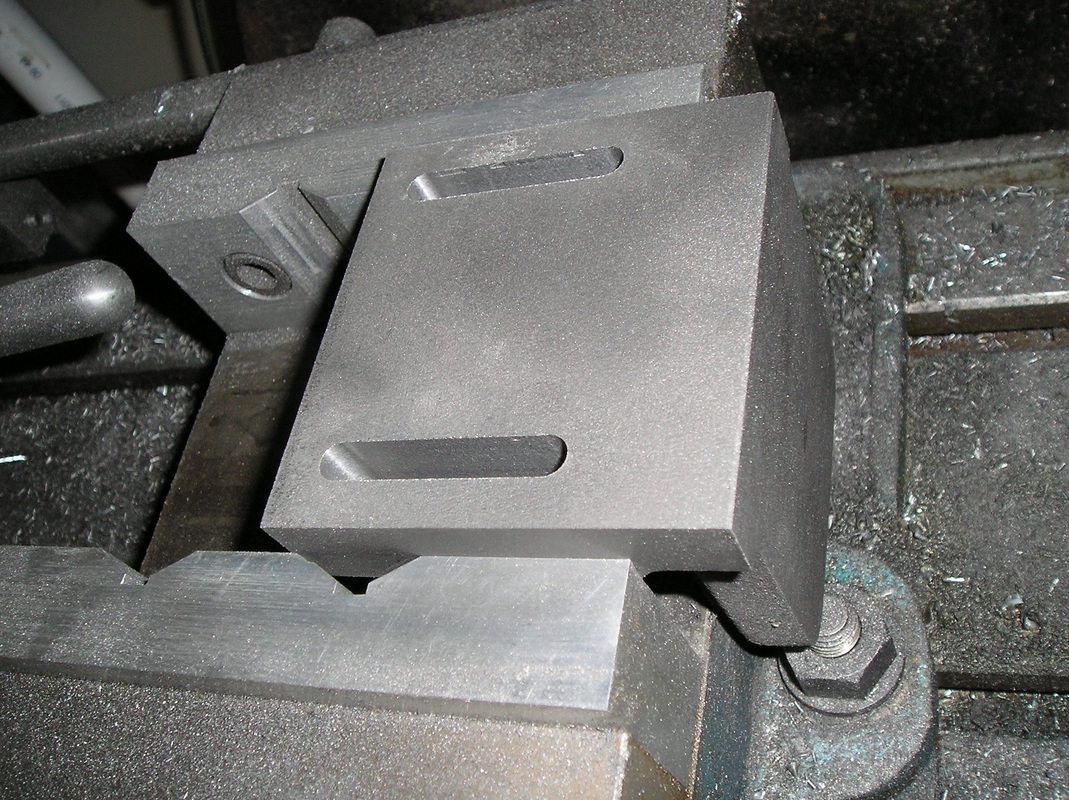
It took me quite a while to get this project completed, but a few more pictures are below. I finished the slots on the underside of the plate on the CNC Bridgeport. All in all, I'm quite happy with it!



 RSS Feed
RSS Feed
