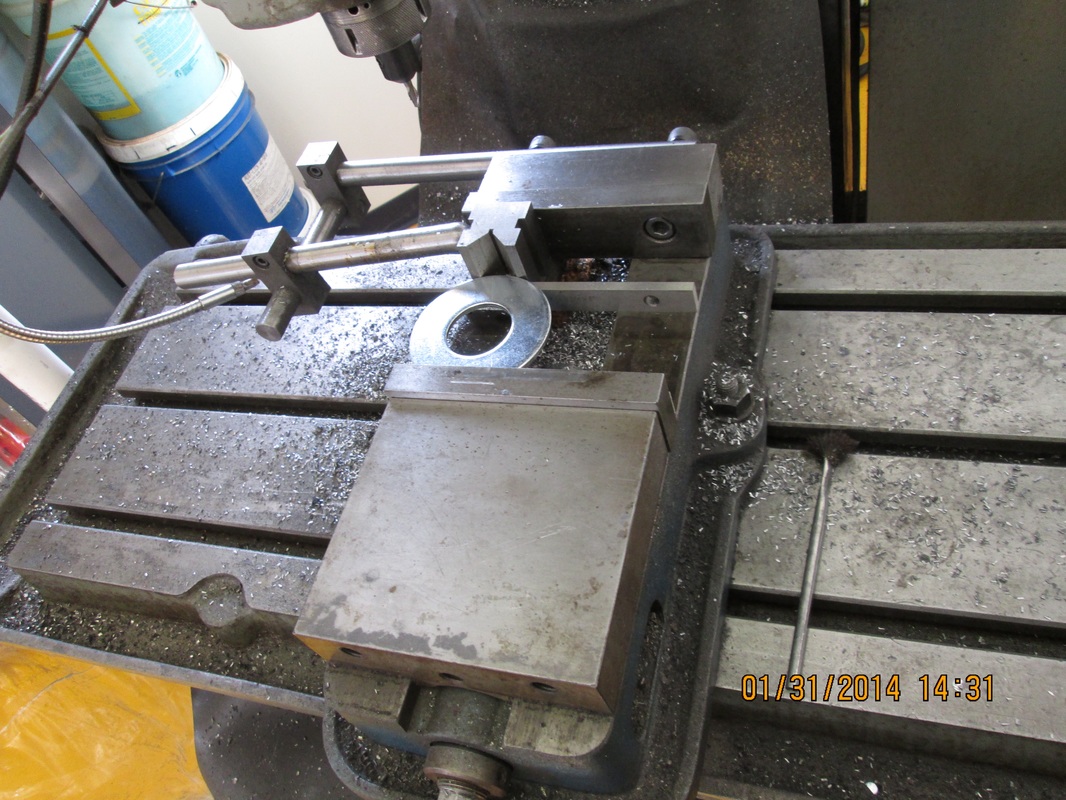
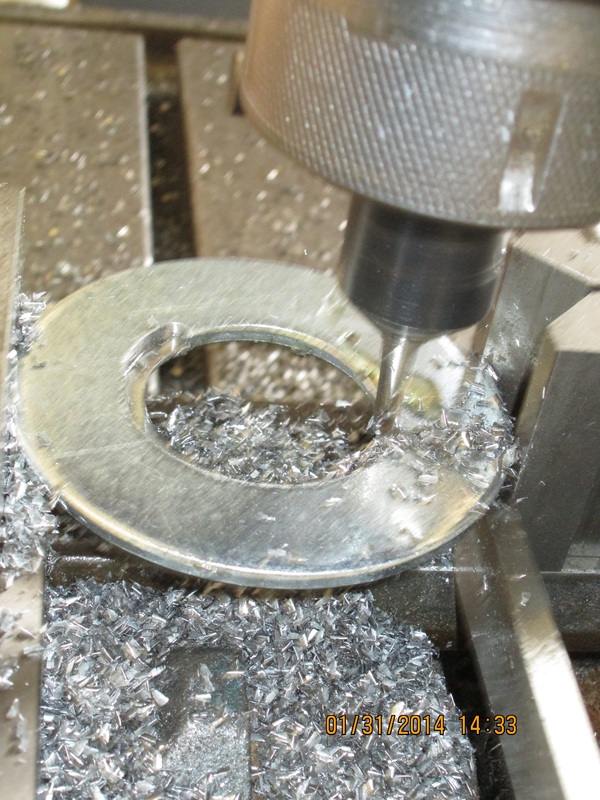
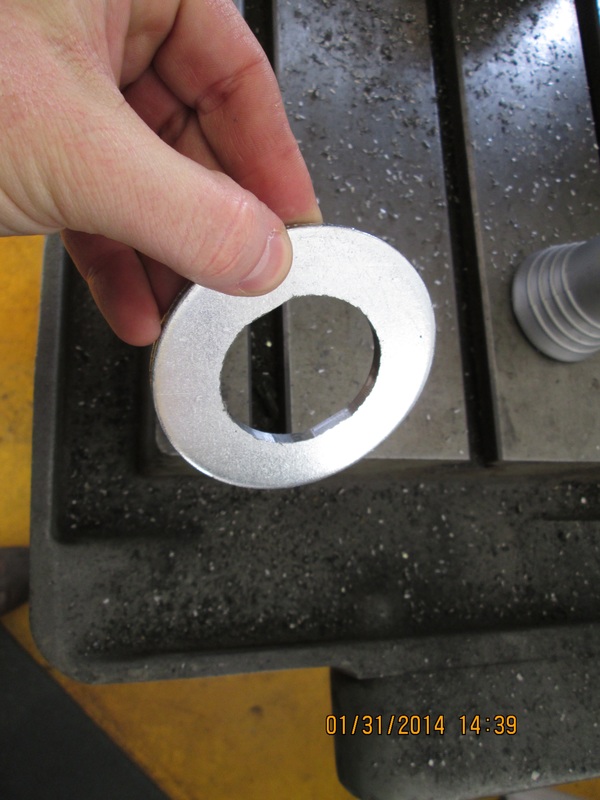
Though I haven't yet organized all my material on the '91 Chevy 1500 restoration I'm working on, I decided to post a little project I did to reinforce the body mount points on the frame of our '96 frame, which was acquired to replace the incredibly rusty '91 frame that was original to the truck. I bought large diameter washers from McMaster Carr and machined the inside profile to match that of the body mount. They came out great! I only needed one, and a racer friend of mine came and welded it in for me. Since he's a professional welder, he did a much better job than I could have.
|
After discovering an issue with excessive toe out in the rear of my race car, I decided to drop the whole rear suspension and rebuild it. As another SpecE30 racer once said, "Toe out in the rear of an E30 will scare God." Seemed drivable to me!  The bushings were pretty worn out and I found I had a bent left trailing arm when I went to reassemble everything. Fortunately I had a spare left trailing arm. It just needed reinforcements welded, bearings removed, and a little painting. I had to modify a pitman arm puller to get the subframe bushings replaced and the bearing replacement required a harbor freight service tool kit and my 20 ton press. But it went smoothly after some finagling.
While having some control issues with the mill, I decided to replace the stepper motors with something newer and more powerful. I 3D printed end caps that fit over the ends of the motors and secure a connector so the motors are fully modular. I haven't yet tested the full torque capability of the motors, but I'm pleased with the result. A little silicone holds everything together and seals out liquids.  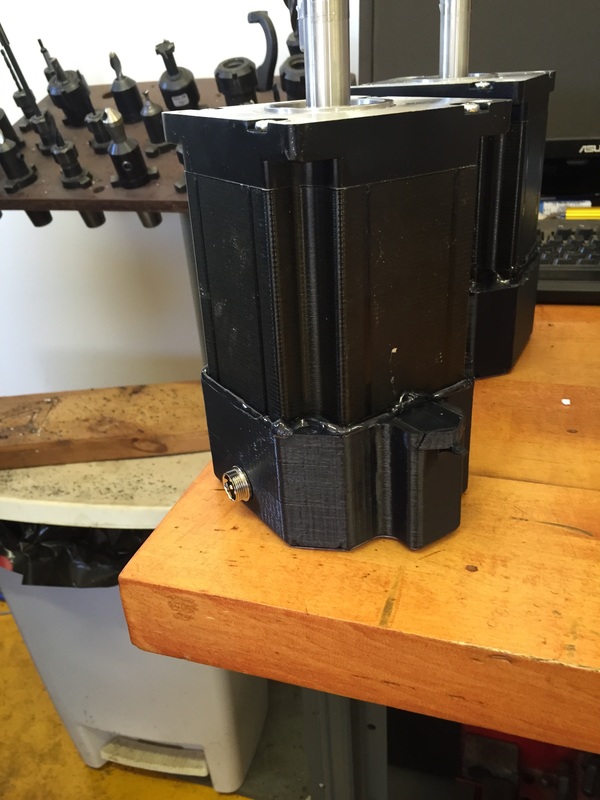 I started off making a few bolts based on the plans from Tom's Techniques for the Atlas micrometer stop. Two (made to the print) are intended to be for a micrometer stop when I get around to making it. The third was made longer for a carriage stop, though the print specification for length would have worked fine in retrospect. My die cut rough threads, but they're acceptable. If I'm ambitious, I'll make another set with a newer (sharper) die. The heads were cut in the CNC mill, easy work to make perfect .375" square heads once I had a good setup to hold them vertical.  I finally got the compound rest done, so I decided to finish the larger dial kit from Tallgrass Tools. Like the cross slide kit, I bought the dial engraved, which made it a pretty easy job. I had to machine the back plate, including engraving the index mark, and machine the dial and the center part. Overall I think it came out excellently, and once the back plate was done, the rest of the job was easy.  High on my success with the cross slide casting, I decided to pursue a replacement compound rest project. The stock 10" Atlas compound rest is flimsy and has limited travel. I designed it when I should have been doing other things like paying attention in law school classes. The goal for the design was to allow machining of an MT3 taper without a taper attachment. This required an extension of travel, but I didn't want to unduly increase the compound's size to avoid compromising capacity or usability. I also wanted it to be able to use original parts so that I didn't have to make everything from scratch. If anyone is interested, I could generate drawings of the parts. Obviously some adjustment and fitting may be required because I had a few minor revisions based on machining variances. CNC was useful for machining the screw channel in the underside of the top slide, but it could probably be done with a very large ball-mill. 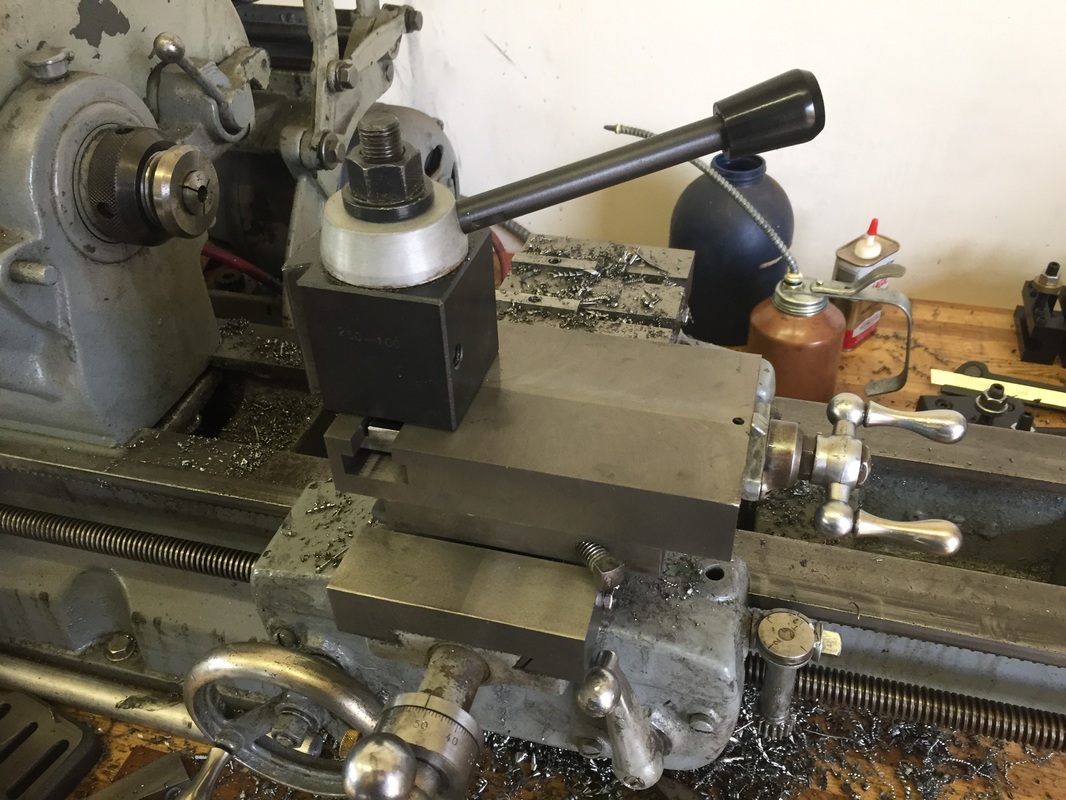 After I completed the cross slide, I moved on to the compound rest project. I made a pair of t-slot nuts to mount it in the cross slide t-slots, and did some machining. This was almost all done on the CNC mill. It went much faster than the cross slide, but was also relatively simple. Again, the 3" face mill ripped through the cast iron, and much of the project is machining the casting faces. There is some slotting and some drilling, but that wasn't a huge part of it. Finally, a wedge had to be made. That involved some shaper work (easier than fixturing the piece on the mill), which was delicate due to the setup, but came out excellently. Unfortunately, this part still has not been installed because I broke a tap on the last tapped hole. It's currently at a shop with EDM capabilities. It took quite a while to find one locally, so it sat on the bench for a while. A failed attempt to make my own EDM put this project on hold until the shop could be located. I hope to have it installed in a few weeks once it's back from the machine shop. 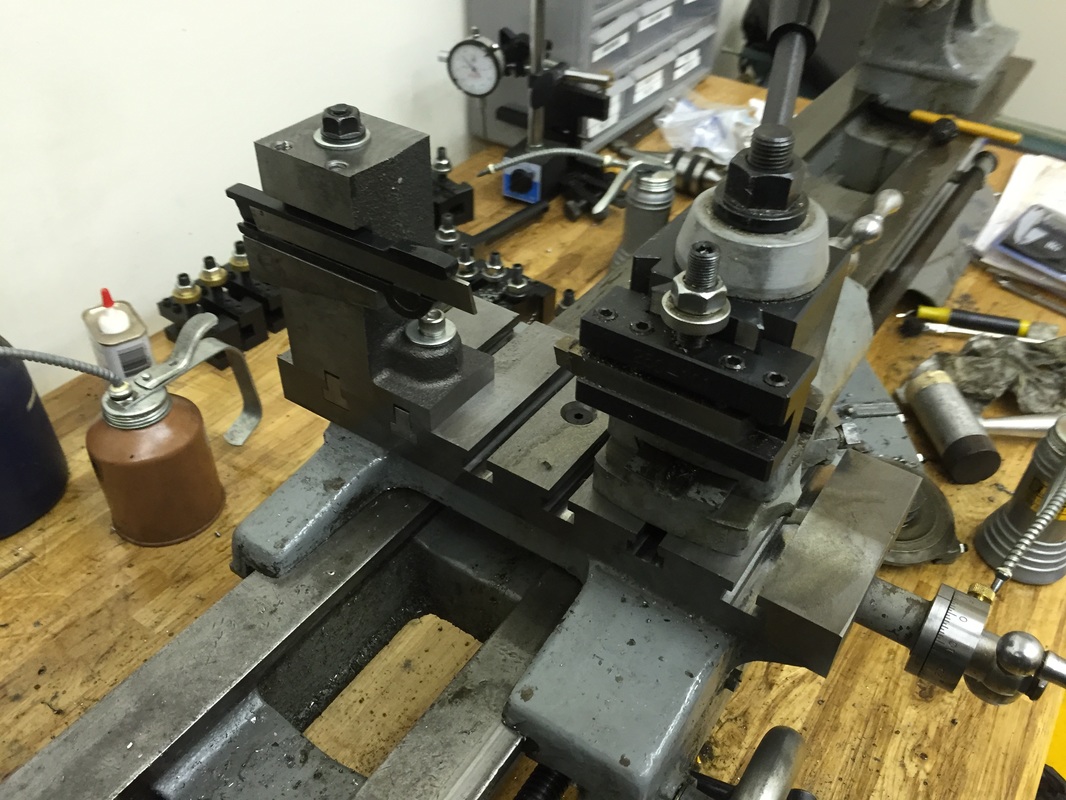 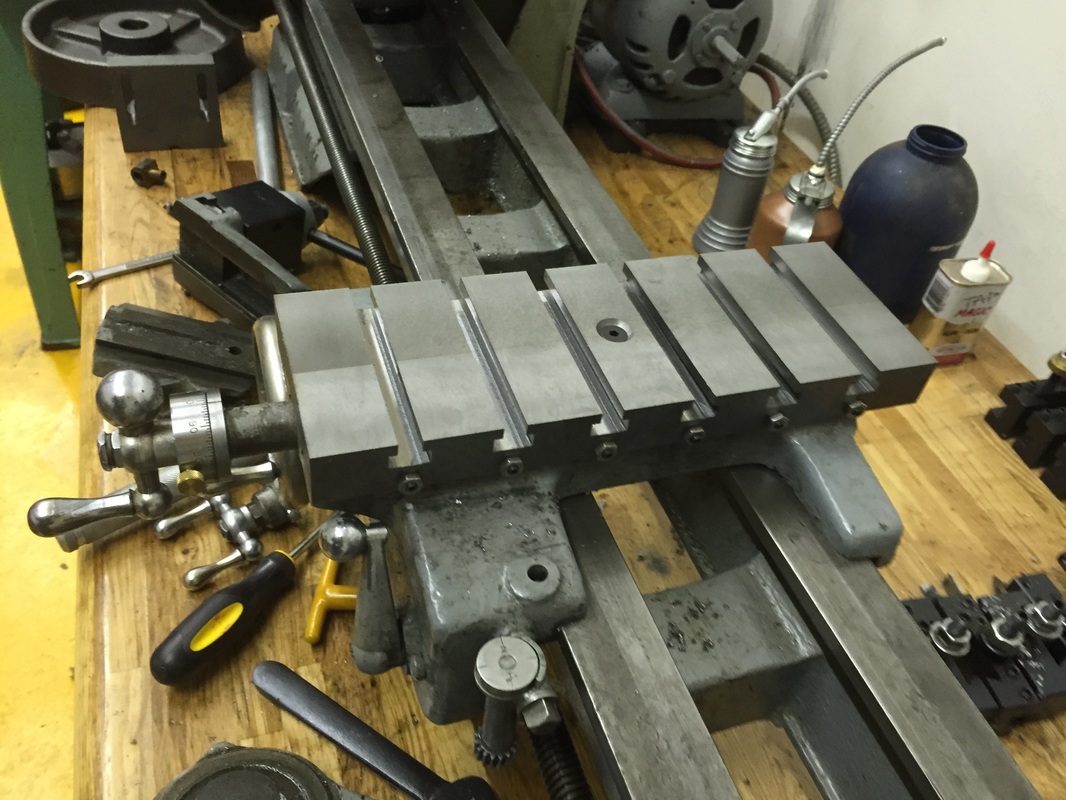 This was another casting I bought from Metal Lathe Accessories, as I mentioned before in the angle plate project. I don't appear to have photographed the complete machining process. The bulk of this was done on the CNC Bridgeport, so the hand programming was a bit painstaking. First I decked all 6 sides flat and perpendicular using my (at that time recently acquired) Glacern 3" face mill.
I decided that my Atlas Lathe needed larger dials on the cross slide and compound rest. This decision was made after discovering the Tallgrass Tools kits ... nothing like a good online discovery to prompt a purchase! I bought the pre-engraved dial kits for both the cross slide and the compound rest, which came looking excellent and have excellent instructions. The cross slide parts were easy to machine and I had the whole thing together in two days of weekend work at a leisurely pace. I decided to leave the compound rest kit for later machining. Though I could have gotten slight better fit and finish, I was reticent to take off too much metal on some of the operations so I left it on where not absolutely necessary.   It was pretty and clean when I got it, but I managed to dirty it up It was pretty and clean when I got it, but I managed to dirty it up In my internet travels, I saw that Metal Lathe Accessories had a number of interesting lathe castings and finally broke down and bought a few of them. The quality appears excellent, and they offer several great upgrades for small lathes, including my Atlas 10" lathe. The Atlas certainly isn't the same caliber as my Bridgeport, but it's a handy little machine. I wanted to make it more useful, so I decided to pick up a proper faceplate, angle plate (for use on the face plate), cross slide casting (with T-Slots), a parting tool holder that fits on the back of the cross slide, and, while I was at it, the MLA Diesel plans as a 'someday' project. I ordered via mail and am very pleased with the quality of the castings.
Initially I debated about which one to start first. For instance, the cross slide casting should probably be done before the parting tool holder, as the height above the cross slide is determined by the cross slide itself. The cross slide requires dovetail and T slot cutters, which I don't have yet. Best to choose one that I already have the tools & equipment to finish as my first project, so the lathe faceplate it is! |
About UsImproved Parts is all about exploring interesting and practical manufacturing techniques, solving unique problems that crop up in our everyday life, and GOING RACING! Archives
March 2016
Categories |






























 RSS Feed
RSS Feed
