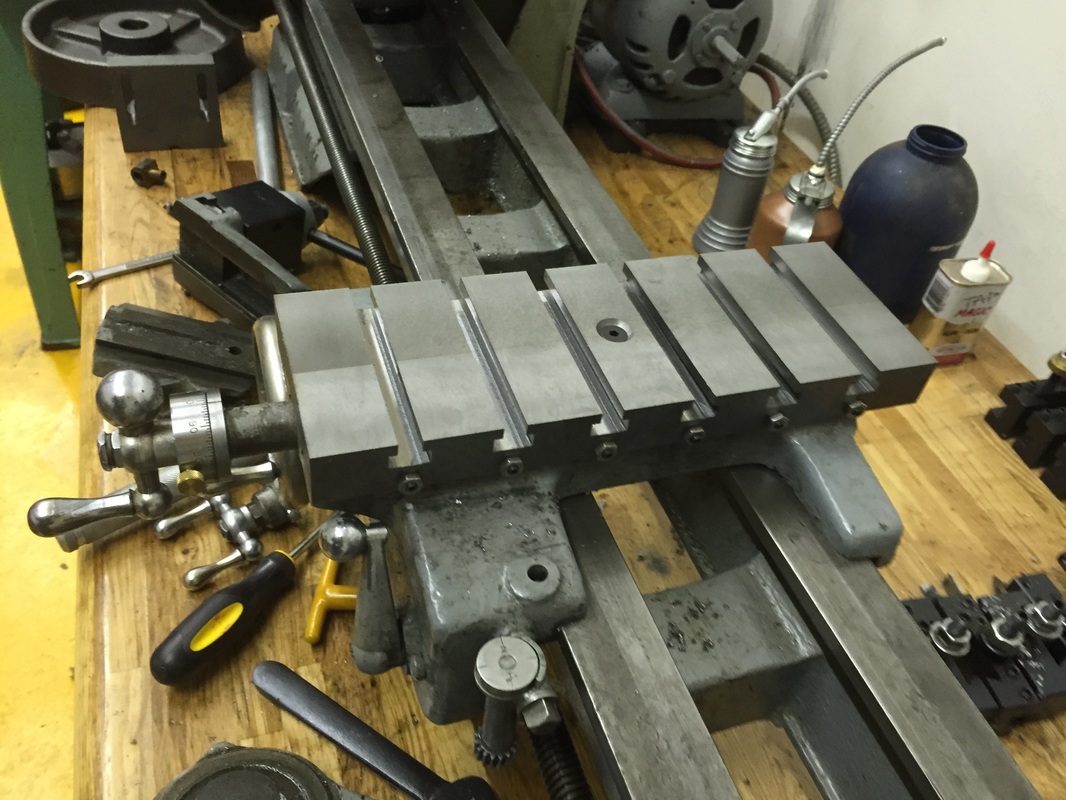
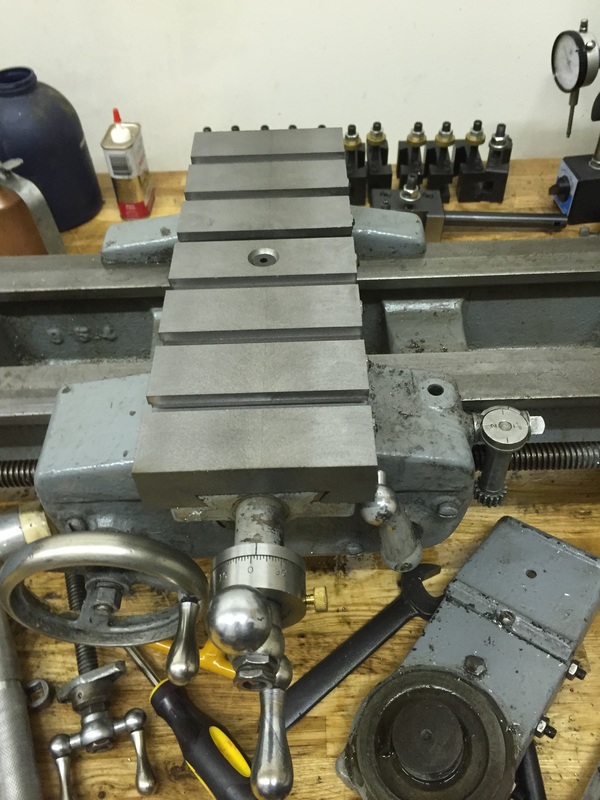
This was another casting I bought from Metal Lathe Accessories, as I mentioned before in the angle plate project. I don't appear to have photographed the complete machining process. The bulk of this was done on the CNC Bridgeport, so the hand programming was a bit painstaking. First I decked all 6 sides flat and perpendicular using my (at that time recently acquired) Glacern 3" face mill.
What a joy it was, in combination with G-Wizard for feeds and speeds, to rip through that cast iron, hard skin and all. I stalled it a few times (and crashed the machine) because I was too aggressive on the cut, but no harm done. Then I put it upside down and machined the bottom side and the dovetails.
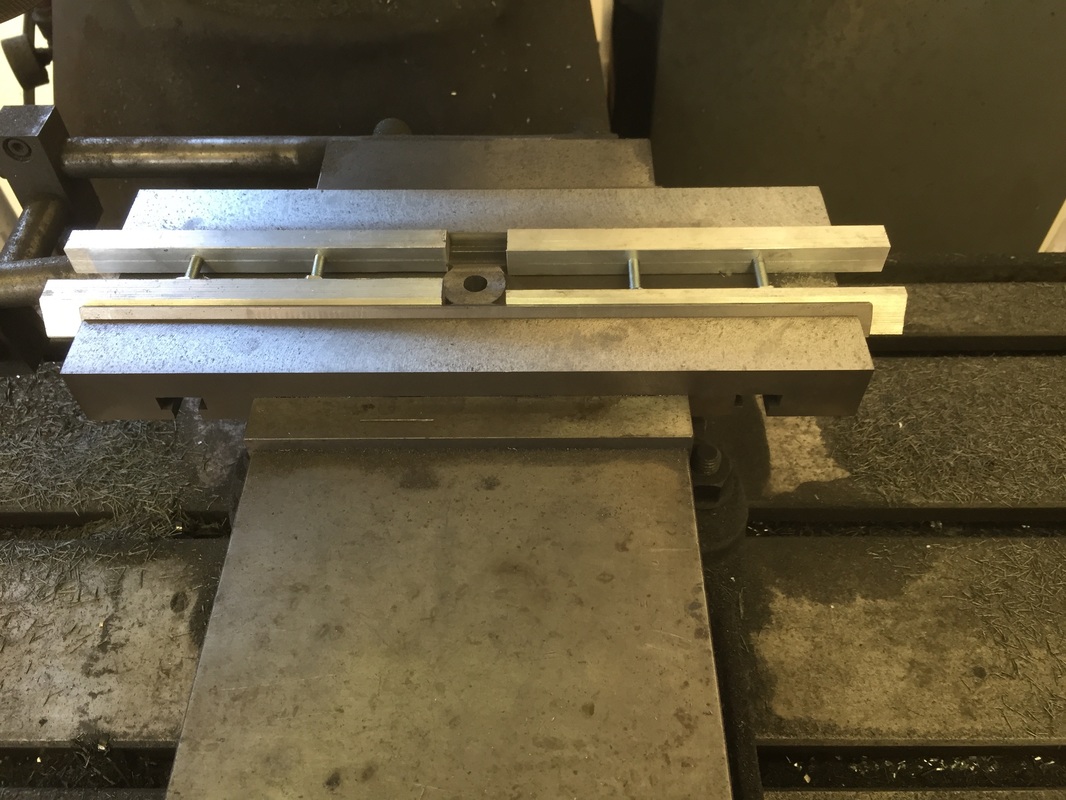
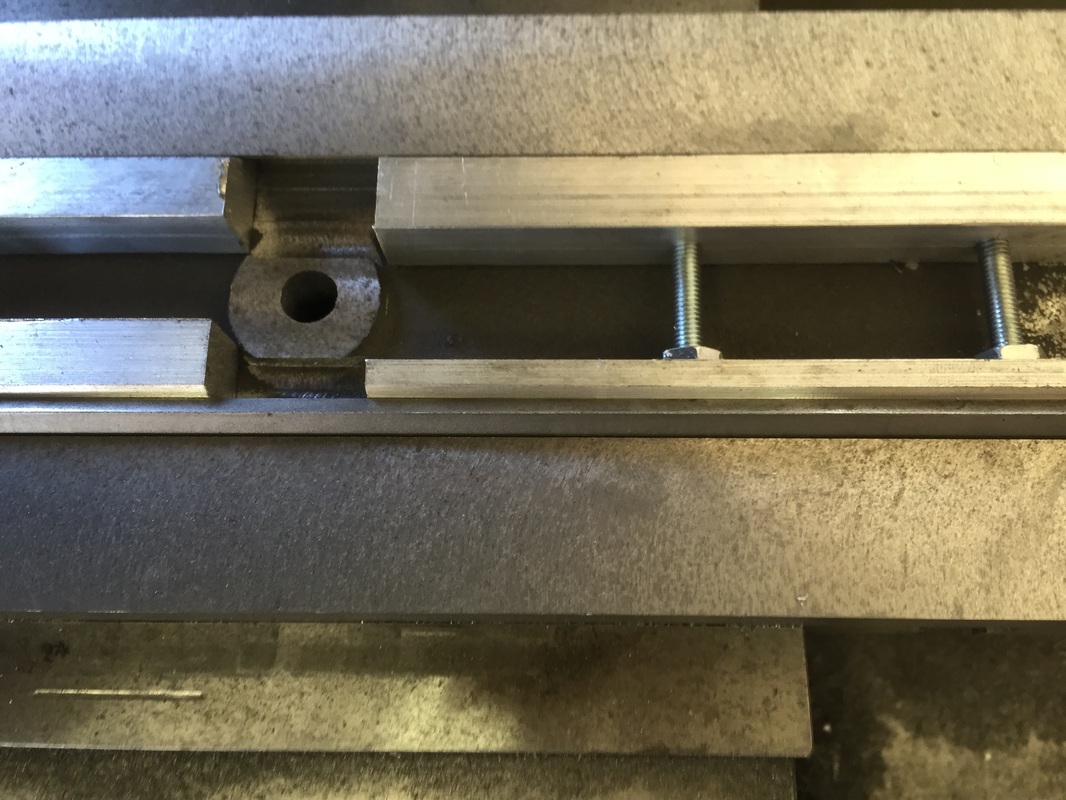
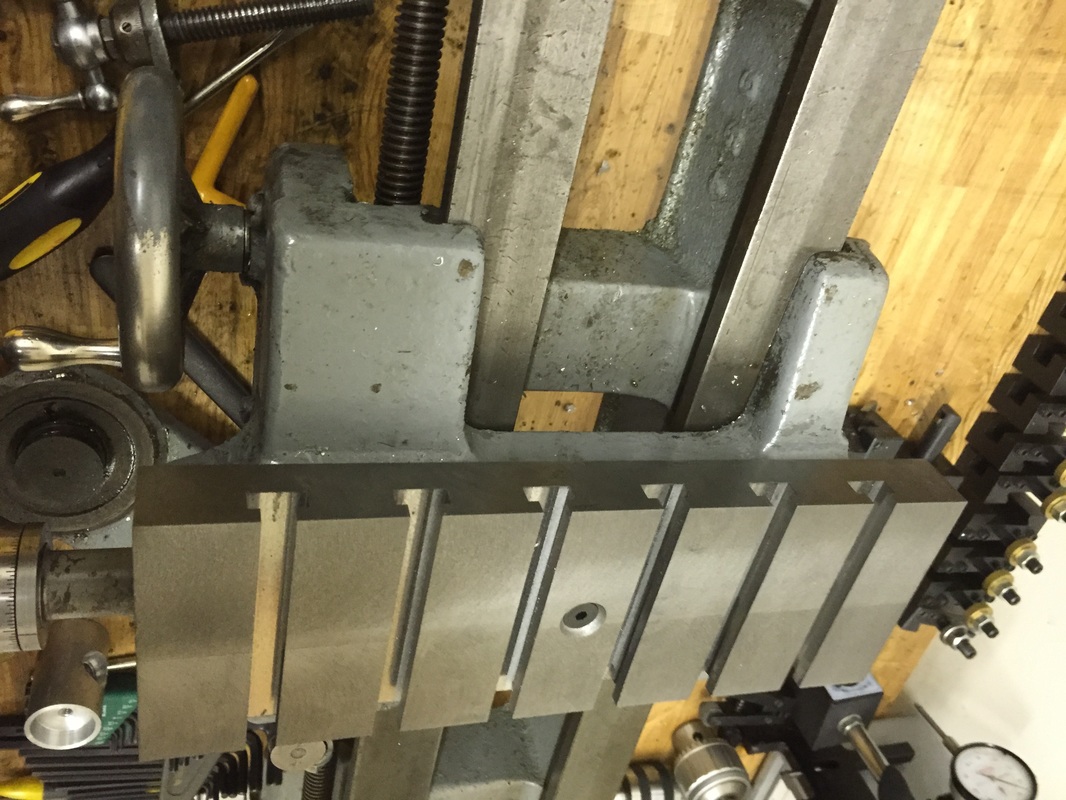
After the dovetails were machined, I had to make up a set of angled wedges on the shaper (spread apart with threaded rods) to machine the gib. This was done by spacing it up proud from the surface, machining until the edge was flat, flipping it upside down, and machining down to size so that it was just shy of the height of the dovetail.
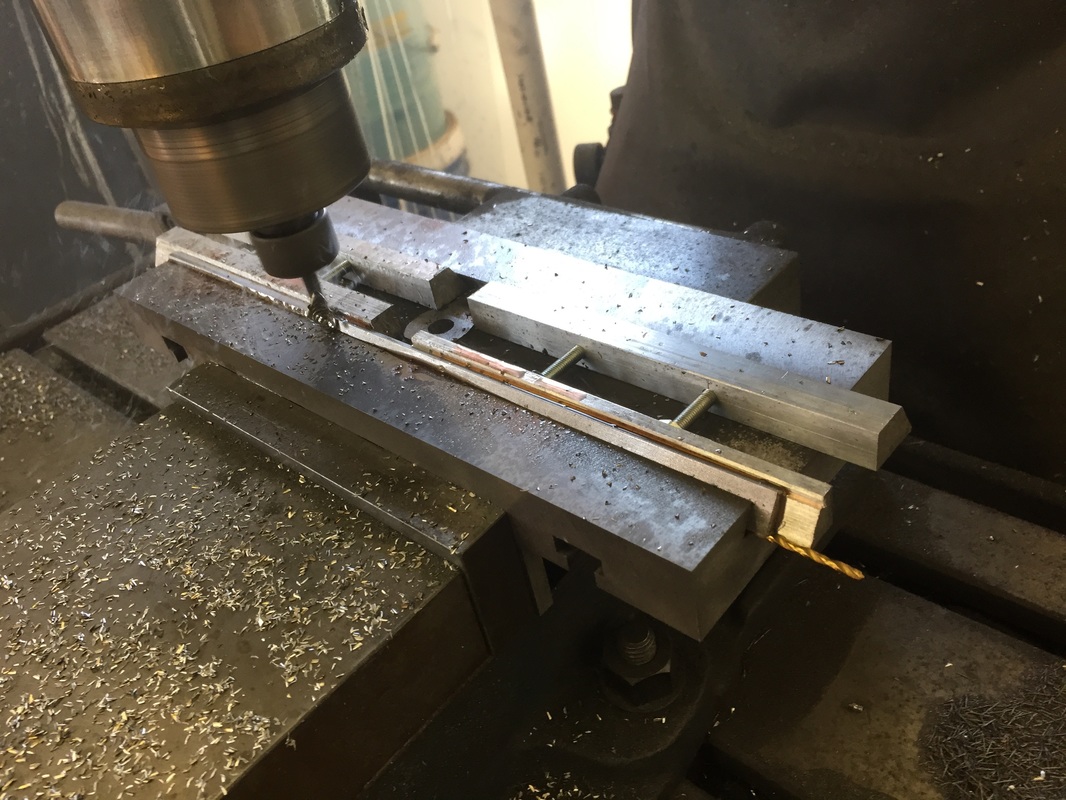
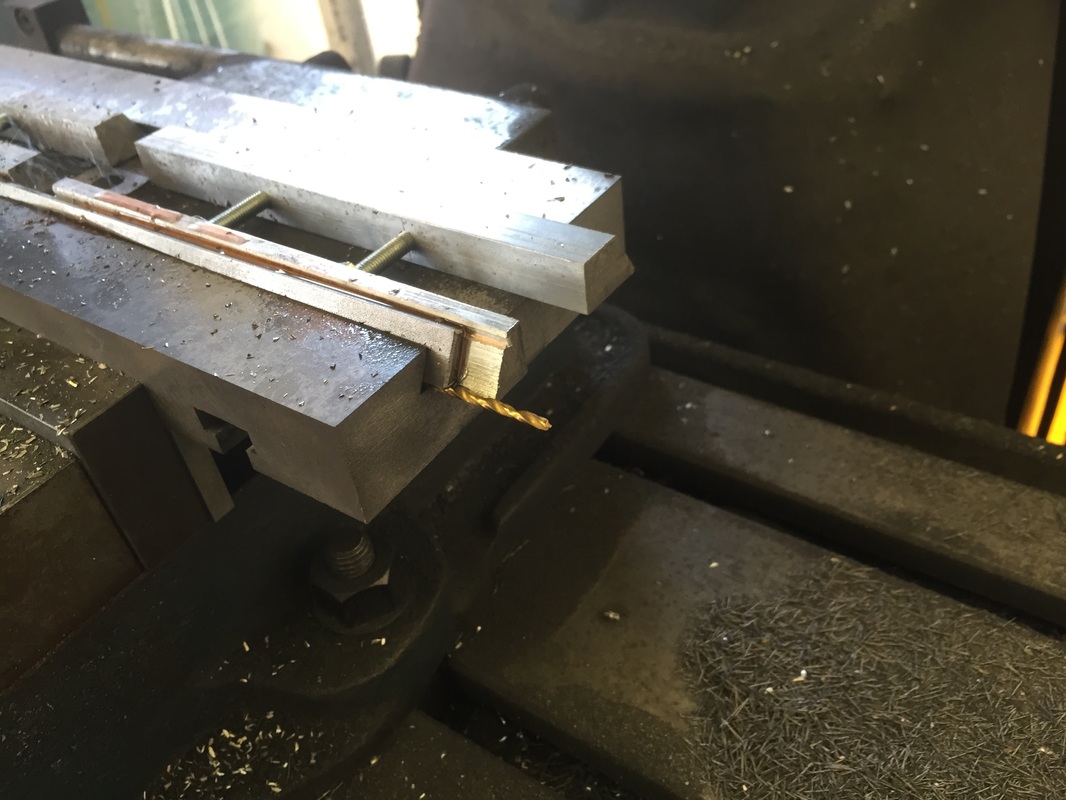
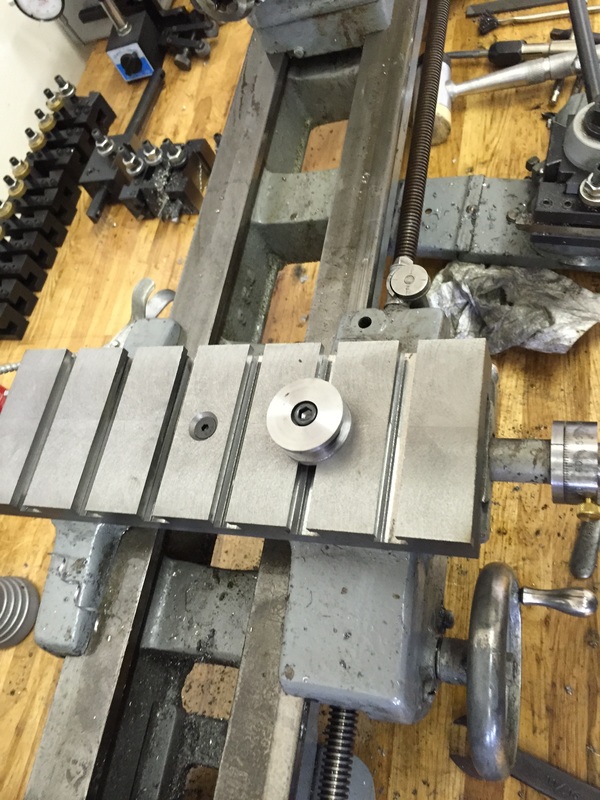
Drilling for the gib adjustment screws was done next, to ensure that they broke into the gib slightly. Everything was hand tapped, and we were set. I bought a new cross slide nut via an eBay vendor, in the process discovering that I have an early 10" lathe, so the cross slide nut is different than the later 10" models. This necessitated a second purchase. The height of the boss for the cross slide nut was adjusted accordingly.
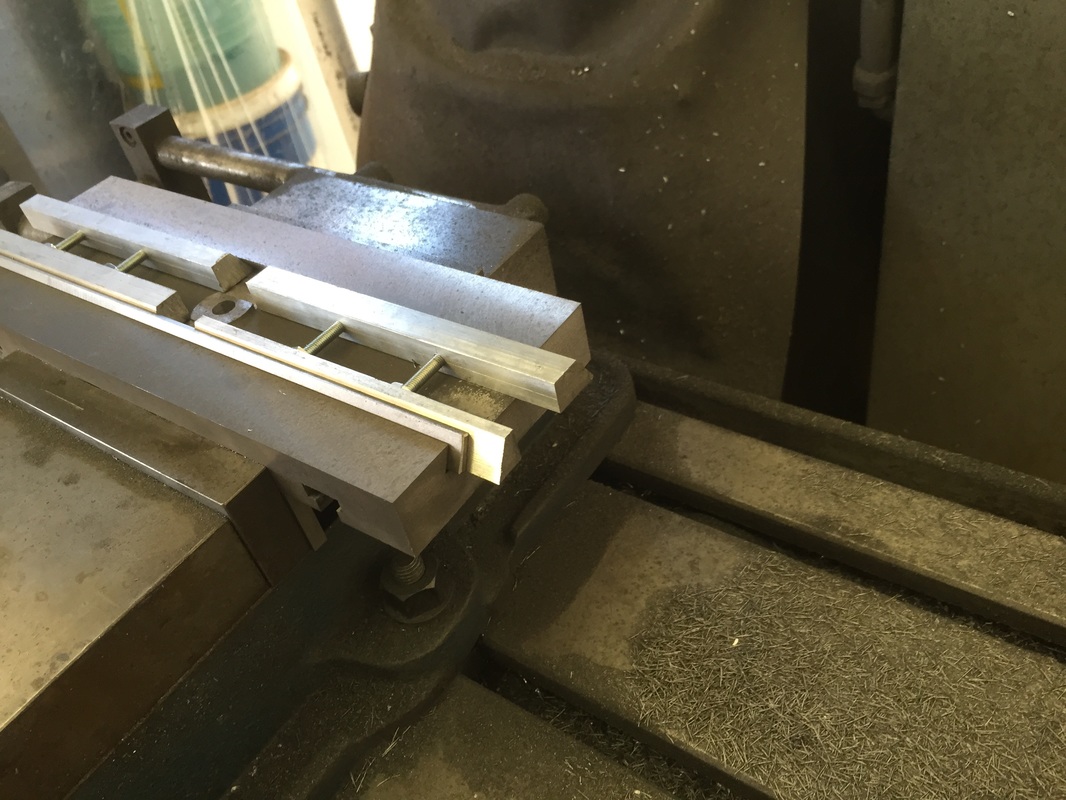
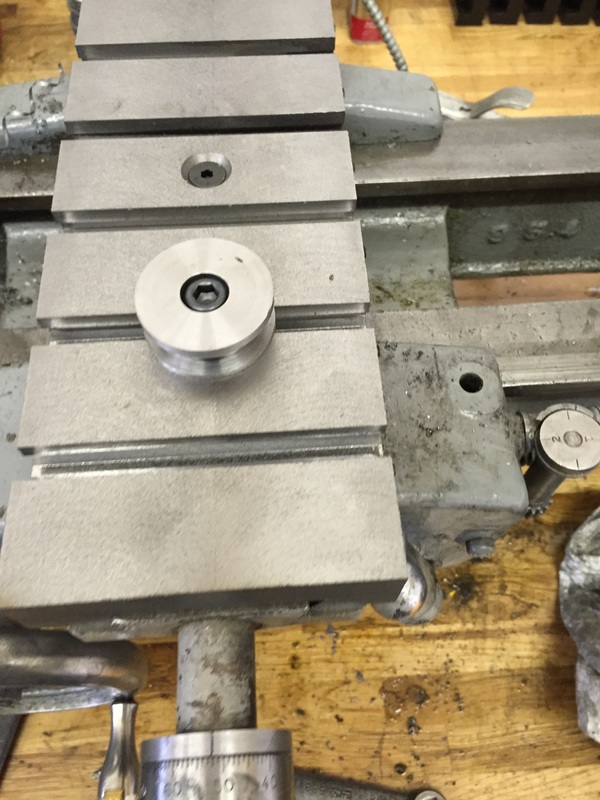
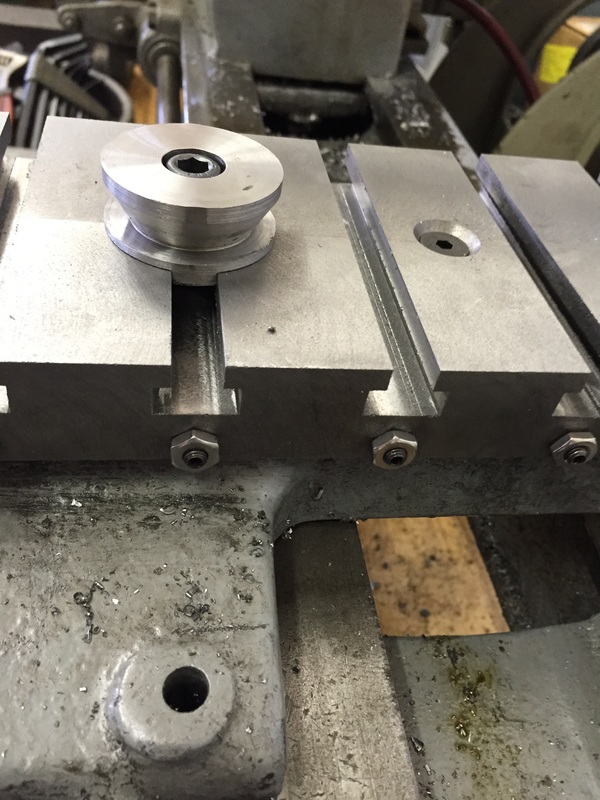
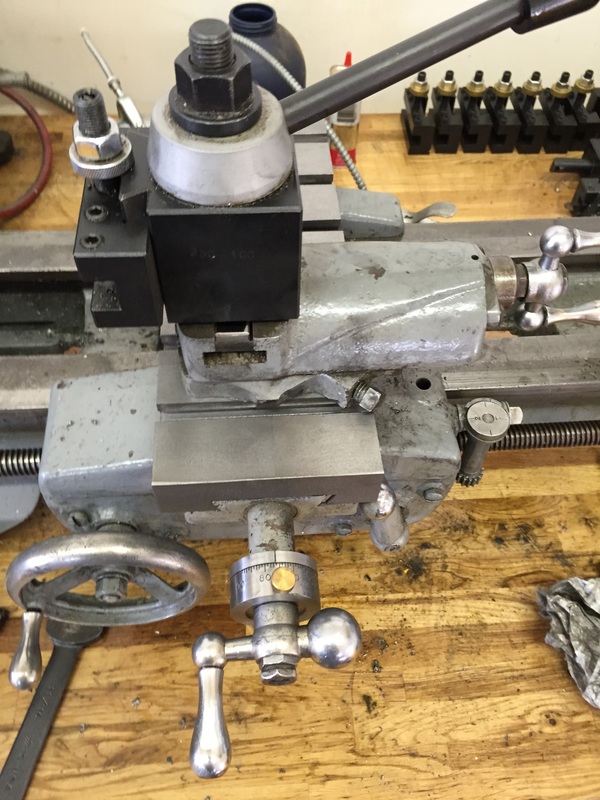
Prior to starting the machining of the cross slide, I made a spigot and t-slot nut for mounting the compound rest, per the supplied drawings. There are no longer degree marks for the compound, but I didn't mind. I already decided to make a replacement compound rest which would render this moot as long as you have an angle gauge in your measurement collection.
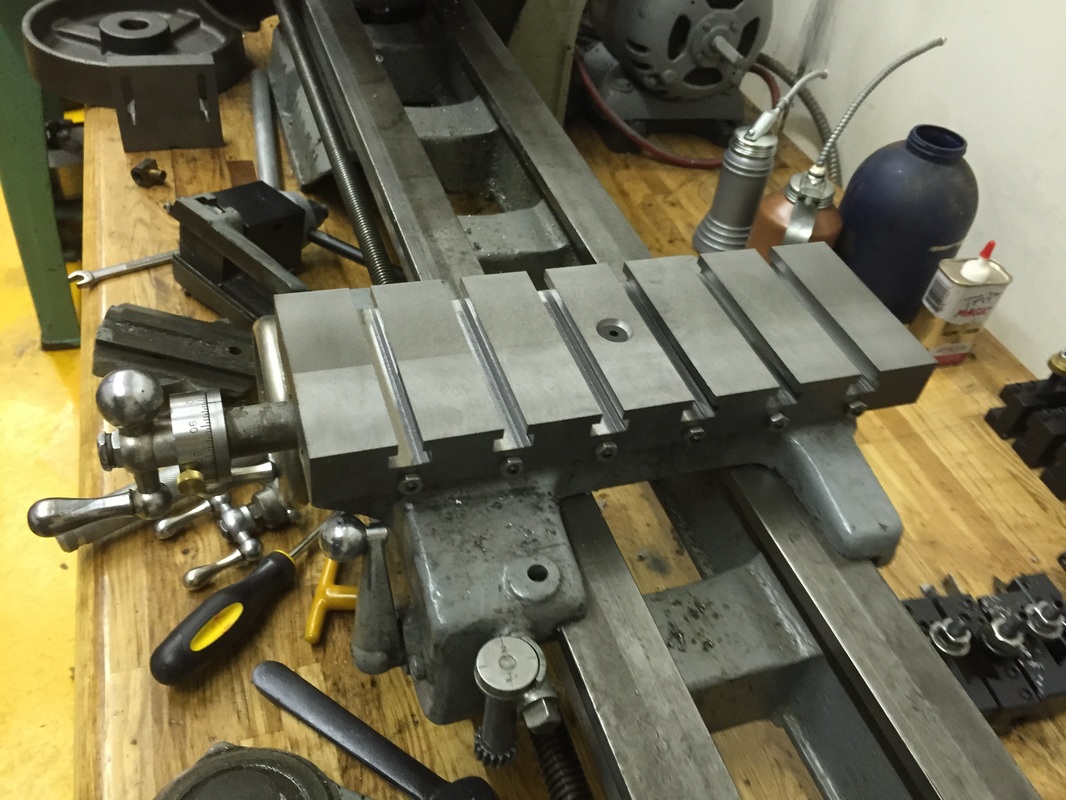
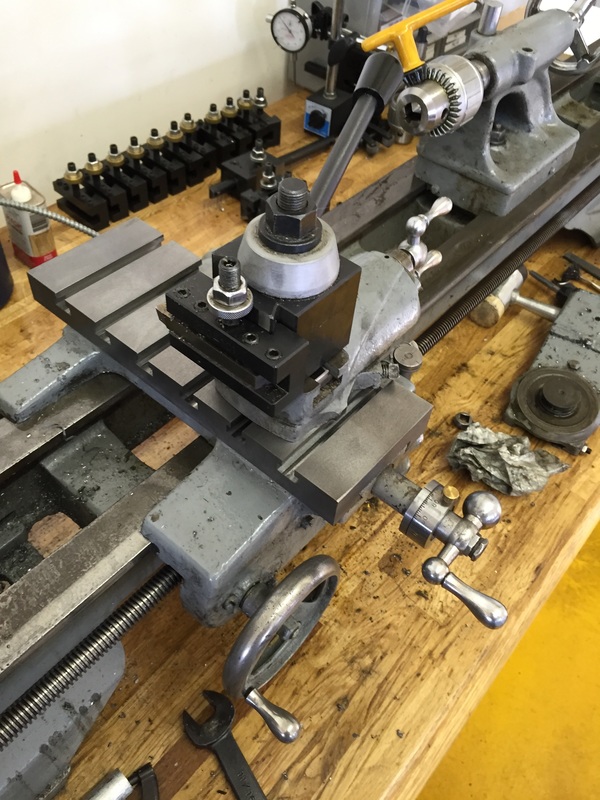
Adjustment of the gib once the cross slide was installed on the carriage was straightforward. Even though there was some bow in the carriage due to use, the greatly extended cross slide made the bow irrelevant. I expect some adjustment will be required as the carriage wears in, but this is likely to be slight. If I was really ambitious, I might consider machining the carriage, but this seems unnecessary. I couldn't be happier with how it turned out.
After the dovetails were machined, I had to make up a set of angled wedges on the shaper (spread apart with threaded rods) to machine the gib. This was done by spacing it up proud from the surface, machining until the edge was flat, flipping it upside down, and machining down to size so that it was just shy of the height of the dovetail.
Drilling for the gib adjustment screws was done next, to ensure that they broke into the gib slightly. Everything was hand tapped, and we were set. I bought a new cross slide nut via an eBay vendor, in the process discovering that I have an early 10" lathe, so the cross slide nut is different than the later 10" models. This necessitated a second purchase. The height of the boss for the cross slide nut was adjusted accordingly.
Prior to starting the machining of the cross slide, I made a spigot and t-slot nut for mounting the compound rest, per the supplied drawings. There are no longer degree marks for the compound, but I didn't mind. I already decided to make a replacement compound rest which would render this moot as long as you have an angle gauge in your measurement collection.
Adjustment of the gib once the cross slide was installed on the carriage was straightforward. Even though there was some bow in the carriage due to use, the greatly extended cross slide made the bow irrelevant. I expect some adjustment will be required as the carriage wears in, but this is likely to be slight. If I was really ambitious, I might consider machining the carriage, but this seems unnecessary. I couldn't be happier with how it turned out.









 RSS Feed
RSS Feed
